ASTM A105 is the standard specification for carbon steel forging flanges.
Standard Scope
ASTM A105 covers forged carbon steel flange and piping components for ambient and higher-temperature service in pressure systems. It also includes pipe fittings, valves and similar parts. The maximum weight manufactured forging part follows by this standard is 10000 bounds (4540kg). The larger forgings can according by the standard A 266/A266M. This specification do not covers tube sheets and hollow cylindrical forgings for pressure vessel shells .
This specification does not covers raw material which round bar and seamless tubular produced piping components.
Referenced documents
The following list of standard apply to these specification:
ASTM standards:
- A266/A266M Specification for carbon steel forgings for pressure vessel components.
- A675/A675M Specification for hot-rolled, special quality and mechanical properties, carbon steel bars.
- A696 Specification for steel bars, carbon, hot-rolled or cold-finished,special quality, for pressure piping components.
- A788/A788M Specification for steel forgings, general requirements.
- A961/961M general requirements for steel flange, forging fittings, valve and parts for piping applications.
MSS standard:
-
SP44 Standard for steel pipe line flanges
ASME Standard: -
B16.5 Dimensional standard for steel pipe flanges and flanges fittings
-
B16.9 Wrought steel butt-welding fittings
-
B16.10 Face-to-face and end-to-end dimensions of ferrous valves
-
B16.11 Forged steel fittings, socket weld and threaded
-
B16.34 Valves connect by flanges, threaded and welding end
-
B16.47 Large diameter steel flanges
-
ASME boiler and pressure vessel code:
API standard: -
API-600 Flanged and butt-Welding-end steel gate valves
-
API-602 Compact design carbon steel gate valves for refinery use
Chemical Composition
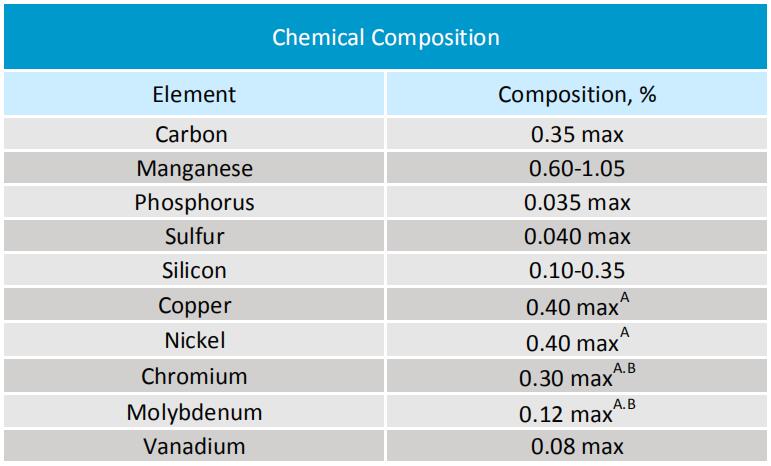
A The sum of copper, nickel, chromium, molybdenum and vanadium shall not exceed 1.00%.
B The sum of chromium and molybdenum shall not exceed 0.32%.
Mechanical Properties
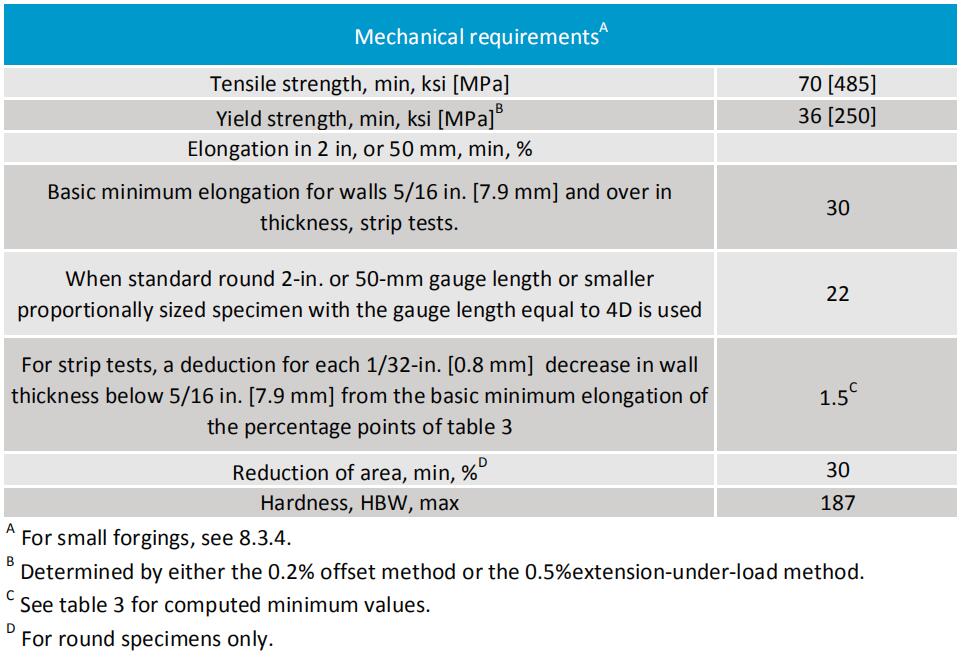
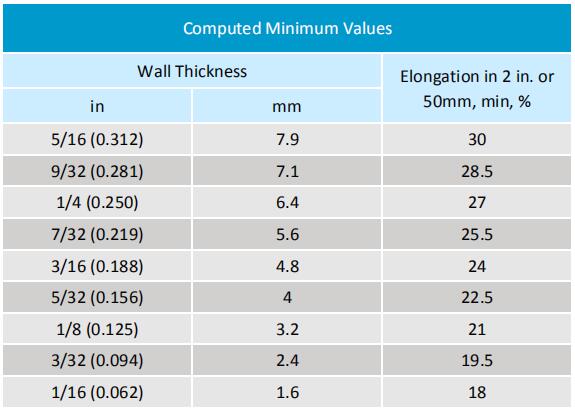
Elongation
Terminology
For definitions of other terms used in this specification, find in specification A961/A961M.
Ordering information
See specification A961/A961M.
General requirements
If conflict between the requirements of this specification and Specification A961/A961M. Comply with this specification.
Heat treatment
Heat treatment is not required except for flanges above Class 300, flanges of special design where the design pressure or design temperature are not known and for items over 4" NPS and above Class 300. When heat treatment is required, annealing, normalizing, Normalize and temper, normalize and quench and tempering shall be the applied methods.
Welding
These components can be welded. Welding procedures must comply with ASME Boiler and Pressure Vessel Code Section IX.
Forging
ASTM A105 carbon steel can be forged at temperatures in the range of 2200 to 1700 F followed by quenching and tempering or normalizing.
Annealing
Forged parts can be cooled to below 1000 degrees Fahrenheit and then heated to between 1550 degrees Fahrenheit and 1,700 degrees Fahrenheit. Then carry out slow furnace cooling.
Hydro-static Test
Hydro-static Test shall be conducted by the forging manufacture only when Supplemental S57 of ASTM A961 is specified.